時間:2013-03-05 11:31:15 點擊次數:8612
| 蒸壓釜 | |||||||||
 |
|||||||||
|
|
|||||||||
|
蒸壓釜又稱蒸養釜, 蒸壓釜為大型壓力容器設備,用于灰砂磚、粉煤灰磚、加氣混凝土砌塊、新型輕質墻體材料,混凝土管樁等建筑制品的蒸壓養護。目前蒸壓釜/蒸養釜除應用于硅酸鹽建筑制品外,還應用于化工、醫藥、橡膠、木材、石膏、玻璃、保溫材料、紡工、軍工等領域的制品蒸養。本釜為鋼制臥式筒型裝置,釜蓋采用整塊16MnR鋼板壓制而成。釜蓋法蘭,釜體法蘭采用16Mn整體鍛造加工而成。受壓部件焊接縫均按相關標準進行了熱處理和嚴格的無損檢測。蒸壓釜釜門為活動快開門結構,靠手搖減速機進行啟閉,也可根據用戶采用電動、氣動、液動啟閉。配備有完善的安全聯鎖保護裝置,極大限度地避免了誤操作隱患,確保了蒸壓釜的安全運行和操作人員的安全生產。蒸壓釜釜門開啟型式有側開和上開兩種型式供用戶選擇。側開式采用旋轉臂式開門結構。轉動靈活,低位操作,開啟簡單方便;上開式采用杠桿式開門機構,杠桿下端與釜門連接,上端裝有配重裝置,該型式開啟輕便,釜側占用空間小。 |
|||||||||
|
|
|||||||||
 |
|||||||||
|
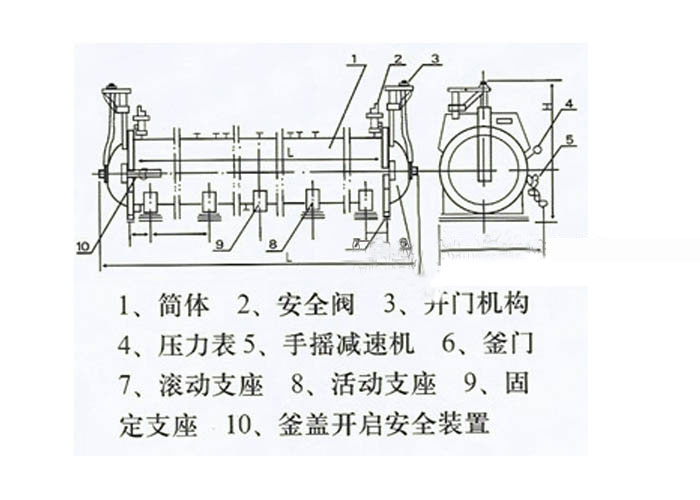
蒸壓釜設備主體部分主要由釜體裝置、覆蓋裝置、擺動裝置、手搖減速器、安全裝置、支座、保溫層、密封裝置、管道閥門儀表等組成。附屬部分包括排水裝置。 1. 釜體裝置:主要由筒體和釜體法蘭焊接而成。沿法蘭圓周均布嚙合齒與釜蓋法蘭均布的相應的齒相嚙合。釜內底部鋪設軌道,可行走或停放蒸養小車。釜體外側布置各種管座和接管、供進、排蒸汽、排放冷凝水和安裝各種儀表、閥門之用。 2. 釜蓋裝置:主要由釜蓋法蘭、齒板、圓頂封頭焊接而成,通過吊柄和短軸將覆蓋懸吊于相嚙合,起關閉蒸壓釜的作用。
3. 擺動裝置:主要由軸、懸臂梁、支承板、拉板拉、拉桿等組成。安裝于釜端頂部,通過拉桿與釜蓋柄相連接,起懸吊和回轉釜裝置的作用。 10.排水裝置:排放冷凝水作用,由排水裝置、疏水器、排污閥等組成。集水筒通過與釜底部相連,冷凝水在筒內沉凝后經疏水器連續排出,排污閥可不定期大量排放冷凝水及泥渣。 |
|||||||||
|
|
|||||||||
|
一、操作人員必須經考核合格后方可獨立進行操作,嚴禁違章操作; 二、操作工藝指標: 進出釜:0.5h;排氣:0.5h;升壓:1.5h;降壓:1.5h;最高工作溫度:195℃;恒壓:7h (1.3 MPa);最高工作壓力:1.3MPa
三、操作程序: 3、打開進汽主閥門進給蒸汽,當壓力升到0.5MPa時,半小時排一次冷卻水,計一次釜內溫度,關閉釜體法蘭上進氣管上的截止閥,打開釜體兩側進汽截止閥,讓釜內自身蒸汽加壓密封圈,全開加壓閥。達到工作壓力(0.9一1.0MPa)時,關閉主閥門(不夠時繼續加壓)。
4、蒸壓釜運行中冷凝水排放必須流暢,釜內上部溫度與下部溫度差不得大于40℃,否則應及時打開底部排氣閥,排放冷凝水;當發生冷凝水排放受阻引起蒸壓釜嚴重上拱變形時,應采取緊急措施排放冷凝水,仍無效時應停釜;蒸壓釜的排水阻汽裝置,必須有效可靠,操作工應進出清理釜內料渣和檢查清理排水裝置,防止堵塞,確保排水暢通。 6、關閉第一條釜主進汽閥,打開第二條釜和鍋爐蒸汽管道連接閥門進汽,升壓達到工作壓力(0.9—1.0MPa)時,關閉主閥門(不夠時繼續加壓)。
7、緩慢打開第一條釜放汽閥,第一條釜放汽泄壓至零(放空), 確保釜內沒有壓力,搖動減速機,使釜蓋順時針轉動,打開釜蓋,拉出蒸養成品小車,消除內部雜物,裝入蒸養制品,重復以上步驟。 |
|||||||||
|
|
|||||||||
|
|||||||||
|
感謝您能夠在百忙之中耐心的瀏覽完我們網站,相信您已經獲得了所需要的信息,如果您還有任何的疑問或沒找到您需要的信息可以使用以下方式: |
|||||||||
|
|||||||||
|
使用在線方式獲得信息: 在線客服:  聯系QQ:  |
|||||||||
|
|
|||||||||
銘澤機械溫馨提醒:
如果您還有其他問題可以在線咨詢我們的專業客服,歡迎到銘澤機械進行現場考察咨詢.銘澤機械將會有專業的人員為您提供滿意的服務!或撥打我們的銷售熱線:0371-64409888。